异种金属搅拌摩擦对接焊研究进展
在航空航天工业、交通运输制造业、能源行业、轻工装备业及核工业等领域,为了充分发挥不同金属材料的优异性能、实现轻量化、降低制造成本以及满足不同工况的需求,异种金属材料结构得到越来越多的运用。异种金属材料一般在熔点、硬度、力学性能和化学活泼性等方面差异较大,所以使用传统熔焊难以获得良好的焊接接头。固相连接技术的出现较好地解决了异种金属材料连接的难题,搅拌摩擦焊作为一种新型的固相连接技术在研究和工程中获得了很好的使用效果。与传统的熔焊相比,搅拌摩擦焊过程中热输入小,无需焊丝,符合现在节能环保的理念[1]。此外,搅拌摩擦焊的接头部分晶粒细小,使得接头在疲劳性能、拉伸性能和弯曲性能上都表现良好。现在搅拌摩擦焊在航空航天、造船、汽车、铁路等行业有非常广泛和出色的应用[2]。作者阅读整理了很多国内外文献,主要介绍近10年来异种金属材料搅拌摩擦对接焊的研究进展,希望可以给相关领域的研究人员提供一定的参考。
1 研究进展
1.1 搅拌摩擦焊的发展
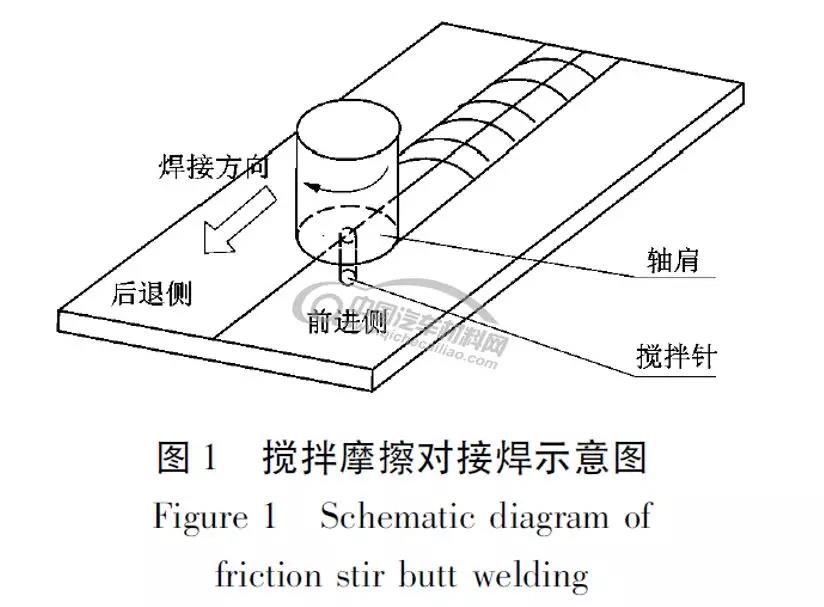
搅拌摩擦焊(FSW)是一种固态热剪切连接工艺。如图1所示,一个带有轴肩的搅拌头和搅拌针,沿着2个刚性夹具夹持的对接表面移动。轴肩部与工件的表面牢固接触,有一定的轴向力,由轴肩和工件表面摩擦产生的热量和在搅拌针表面产生的热量(小于轴肩摩擦)软化被焊接的材料。当搅拌头沿着焊接方向移动时,搅拌区域会产生严重的塑性变形,塑化的金属会流动填充缝隙。图1展示的是对接接头,也可以用搅拌摩擦焊制造其它类型的接头,如搭接接头和圆角接头。
搅拌摩擦焊自1991年[3]发明以来已经发展为连接铝部件的常规技术选择;在连接一些难以用普通熔焊焊接的金属和其他非铝金属上的应用也日益增加。如今搅拌摩擦焊可以用于大部分合金材料的连接,如铝合金、镁合金、铜合金、钢-钛合金及锆合金等[4],还能用于异种金属材料的连接。
1.2 异种铝合金对接
Prime等[5]研究了7050-T7451和2024-T351厚铝合金板搅拌摩擦对接焊后的残余应力,采用的方法为轮廓法和中子衍射法。研究表明异种高强铝合金搅拌摩擦焊接后残余应力水平较低,残余应力的峰值为43MPa,小于母材屈服应力的20%。
王斌等[6]采用搅拌摩擦焊对6mm厚的5052和6061异种铝合金板进行了对接焊,测试了焊接接头的室温拉伸性能和显微硬度。结果表明,焊核区的硬度高于5052铝合金母材而略低于6061合金,其主要原因是焊核区晶粒细化和存在均匀分布的第二相;接头的最大抗拉强度为225MPa,伸长率为5.77%;接头断裂位置位于5052合金侧热影响区,为韧性断裂。
孙甲尧等[7]对6mm厚的A356-T6和6061-T6铝合金板搅拌摩擦焊进行了研究,发现接头强度随焊接速度的增加先增加,后趋于平缓;无论A356-T6还是6061-T6,放置在前进侧时,接头的断口均位于A356-T6侧热影响区;接头的硬度分布呈典型的“W”形,A356-T6侧的组织软化区域较6061-T6侧大,断口位置恰为硬度最小值处。
Silva等[8]研究了2024-T3和7075-T6铝合金搅拌摩擦对接焊时的材料流动,2种铝合金材料接合面的混合程度主要取决于搅拌针的旋转速度。高转速会在搅拌区形成洋葱环状的特征但表面形貌很差;低转速下异种材料的混合不明显。
1.3 铝合金-钢对接
Ramachandran[9]小组研究了3mm厚5052铝合金和低合金高强度钢的搅拌摩擦对接焊时,在不同工艺参数下金属间化合物(IMC)的生成情况。研究表明在其它参数不变的情况下:①搅拌头旋转速度越高,金属间化合物层越厚,在转速600r/min时最厚约为5.792μm。②焊接速度越慢,金属间化合物层越厚,在35mm/min时最厚约为3.896μm。③轴向力越大,金属间化合物层越厚,在9kN时最厚约为3.254μm。④搅拌头主轴倾斜角度为0.5°时,金属间化合物层最厚约为2.282μm。
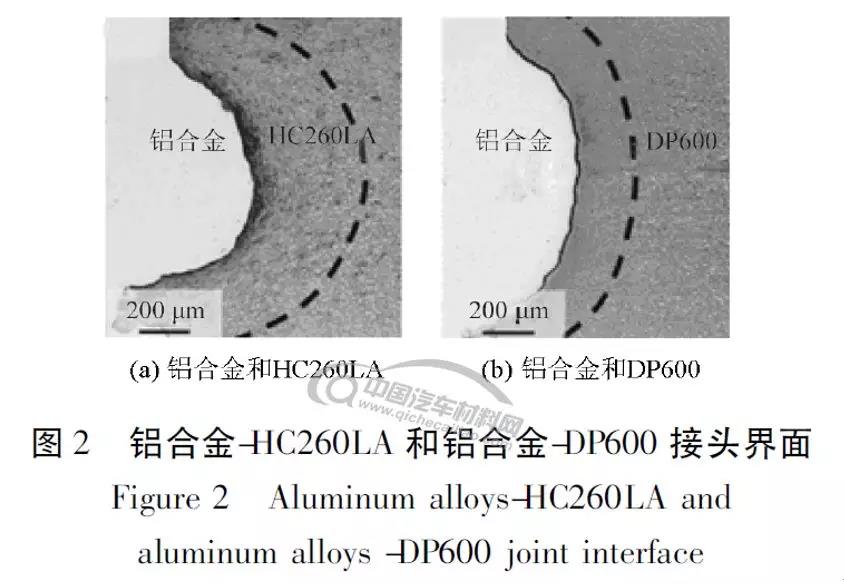
Coelho等[10]研究了6181-T4铝合金和HC260LA及DP600高强钢的搅拌摩擦焊。从图2微观结构方面看,用较软的钢(HC260LA)产生的接头界面显示出稍大的变形,并且有较多数量和较大尺寸的高强钢分离颗粒进入铝合金一侧。接头硬度分布也能观察到这种差异,高强钢一侧HC260LA比DP600显示出更大的硬度梯度,而这正是由于不同程度的热变形引起的。
DEHGHANI等[11]研究了3003-H18铝合金和低碳钢的搅拌摩擦对接焊,通过简化模型得到计算热量输入因子(HIF)的公式,并且将实验结果和相应得出的热量输入因子的值比对,发现当HIF值介于0.2~0.4之间时,焊接接头强度主要受Al/Fe界面接合强度的控制;当HIF值介于0.4~0.8之间时,其强度受铝合金侧热力学影响区强度的控制;当HIF值大于0.8时,其强度由金属间化合物层和接头焊接缺陷控制。
1.4 铝合金-镁合金对接
Mclean等[12]通过FSW方法对12mm厚的AZ31B镁合金和5083铝合金板材进行对接试验,当5083铝合金置于前进侧,AZ31B镁合金放在后退侧时,容易得到无明显缺陷的接头。相比于铝合金,镁合金一般较软,容易塑化,塑化后的材料流入搅拌针前进后形成的空腔内;也有人认为镁合金有着更好的流动性能,所以放在后退侧可以很好地填充焊缝。Mclean观察到搅拌区域会形成薄的脆性的金属间化合物层(IMC),其物质组成主要为Al12Mg17,与离异共晶的形态一致。
金属间化合物层的存在导致焊缝的延伸性很差,难以达到工程应用的要求。
宋波等[13]采用“切片法”,对3mm厚AZ31镁合金和2024铝合金板材在最佳参数下获得的搅拌摩擦焊对接接头逐层切片,观察2种材料在对接后的位置和形态,并且通过二维流动情况进行三维重构。通过研究,他发现同一层面前进侧和后退侧材料流动具有不对称性;锯齿间距与进给速度和搅拌头转速的比值相关;塑化后的金属材料迁移主要发生在水平层面,在垂直方向金属并没有显著流动。
Fu等[14]在研究6061-T6铝合金和AZ31镁合金搅拌摩擦对接焊时,将K型热电偶嵌入距搅拌头轴线2.5mm、母材上表面1.1mm深的20mm×2mm×2mm的沟槽内来测量FSW过程中的温度。其研究表明:①同样的工艺参数下,前进侧的温度要略高于后退侧;②同种材料焊接时的温度峰值要高于异种材料。Liu等[15]研究3mm厚6061-T6铝合金和AZ31B镁合金搅拌摩擦焊接接头,发现焊接速度对接头形成有很大的影响,低焊接速度容易造成材料溢出、材料粘连在搅拌针上,导致空腔缺陷;高焊接速度增加了塑性材料的流动应力,使得接头很难形成。无论是前进侧还是后退侧都会形成连续的金属间化合物层,但后退侧要远多于前进侧。在最佳焊接参数(旋转速度为1000r/min,焊接速度为60mm/min)下获得的焊接接头极限抗拉强度和伸长率最大分别为107MPa和1.2%。接头断口位于搅拌区和热机影响区界面的金属间化合物层,呈解理特征,表明其为典型的脆性断裂。
1.5 铝合金-铜合金对接
Sinha[16]545,Tan[17],Liu[18],Galvao[19-20]等的研究表明铝合金-铜合金搅拌摩擦焊接头界面处主要有Al4Cu9,AlCu,Al2Cu2和Al2Cu4种金属间化合物。
Sinha等[16]546研究了旋转速度对不同铝合金-铜合金搅拌摩擦焊接接头金属间化合物的形成和力学性能的影响,他们发现金属间化合物层的厚度随着旋转速度的增加而增加。
Sahu等[21]的实验结果表明当较硬的铜合金放置在前进侧时,可以获得良好的无缺陷的焊接接头;当铝合金放置在前进侧时,焊接接头会有很多焊接缺陷。
Muthu等[22]的研究表明,铝合金-铜合金焊接接头的力学性能受搅拌针轮廓形状影响很大,不同形状的搅拌针使材料流动模式不同,而材料流动的模式决定了搅拌区有无缺陷和金属间化合物的形成。在铝-铜异种合金搅拌摩擦焊过程中,热输入量会影响金属间化合物形成的量。
Bisadi[23],Pishevar[24]和Chen[25]等在研究中指出搅拌摩擦焊接中热输入量与搅拌头旋转速度和焊接速度有关。
Argesi等[26]做了5754-H114铝合金和纯铜的搅拌摩擦对接焊试验,研究了不同焊接参数下铝合金-铜焊接接头的显微硬度。通常,铝合金-铜焊接接头的显微硬度取决于晶粒尺寸、金属间化合物的成分和数量以及细小的铜颗粒的分布[27]。铝合金-铜焊接接头的显微硬度分布是不均匀的,由于晶粒细化、较多金属间化合物和细小铜颗粒的存在,搅拌区的显微硬度一般较高。当旋转速度为1000r/min,焊接速度为100mm/min时所得的焊接接头在搅拌区的显微硬度值最高,维氏硬度约为120,非常接近铜的显微硬度值。
1.6 铝合金-钛合金对接
Aonuma等[28]对铝合金和钛合金薄板搅拌摩擦焊接作了一定研究,其主要采用2024和7075高强度硬铝合金与纯钛和Ti-6Al-4V钛合金进行对接焊试验。
试验结果表明:①纯钛与2024铝合金的可焊性要比纯钛与7075铝合金的好。②焊接时较快的焊接速度会提高钛合金和铝合金焊接接头的抗拉强度。③母材的硬度差是影响钛合金和铝合金可焊性的主要因素。
陈玉华等[29]研究了LF6铝合金和TC1钛合金搅拌摩擦对接焊,发现钛合金和铝合金焊接时,搅拌头有很严重的磨损,在焊核和铝合金母材的边界存在搅拌头磨损后脱落的颗粒。
Dressler等[30]研究Ti-6Al-4V钛合金和2024-T3铝合金搅拌摩擦对接焊时,将钛合金放置在前进侧,铝合金放置在后退侧,且搅拌针偏置在铝合金一侧,仅剩搅拌针直径的十分之一在钛合金一侧。这样做可以避免搅拌针的严重磨损和铝合金一侧过热导致材料溢出形成飞边。当搅拌头转速为800r/min,焊接速度为80mm/min时获得的焊接接头最好,其极限抗拉强度达到2024-T3母材极限抗拉强度的73%。
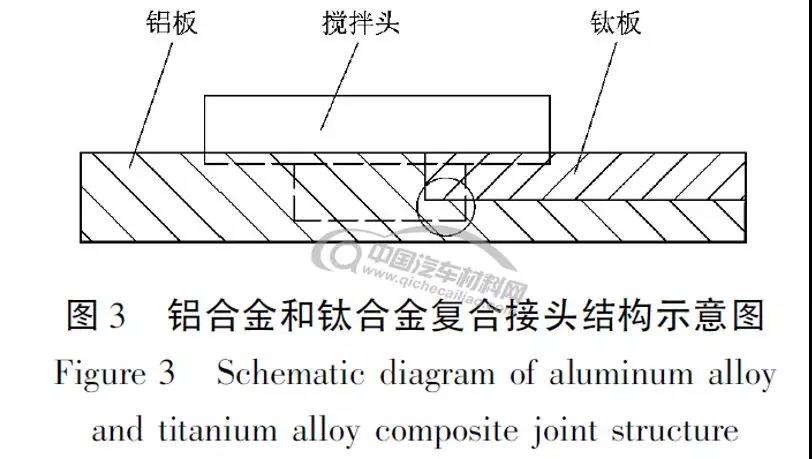
张振华等[31]研究TC4钛合金和5A06铝合金搅拌摩擦焊时,采用的复合接头结构和搅拌针偏置扎入设计,如图3所示。该方法可以避免轴肩的磨损及根部未焊透的缺陷。采用最佳工艺条件获得的铝合金-钛合金对接接头抗拉强度可以达到母材5A06铝合金抗拉强度的88.3%,断口在铝侧焊核区内。在热-机耦合效应作用下,较低的搅拌头转速以及搅拌针在钛合金侧较小的偏置量,可有效减少金属间化合物的产生,提高对接界面的结合强度。
1.7 异种金属搅拌摩擦对接焊数值模拟
江旭东等[32]对6061-T6铝合金和T2紫铜对接搅拌头偏置搅拌摩擦焊温度场进行模拟,在热源模型的建立过程中忽略2种材料之间的混合情况,提出简化的热源模型。模拟结果显示:①高温区出现在轴肩后侧,铜侧高温区的温度梯度较铝合金侧大;②焊缝截面处横向最高温度分布呈现由中心到边缘下降趋势,且铜侧的下降趋势较铝合金侧快;③搅拌头转速是搅拌摩擦焊温度场的主要影响因素,转速增加,温度上升明显。
Kishore等[33]使用FLUENT软件对AA6061-AA5082与AA2024-AA7075铝合金搅拌摩擦对接焊的过程进行了数值模拟,将FSW过程构建成一个二维稳态黏塑性层流模型。通过不同的二维稳态黏塑性层流模型分析了材料位置、工艺参数和搅拌针形状对温度分布和材料流动的影响。分析得出:①峰值温度产生在较硬的材料一侧;②5082铝合金放置在前进侧能获得更好的混合效果;③截面为三角形的搅拌头更适合于搅拌,因为它可以减少焊接横向力。
Padmanaban等[34]采用基于CFD的传热和材料流动模型对2024铝合金和7075铝合金搅拌摩擦焊过程进行模拟,发现焊缝两侧温度分布不对称,峰值温度大约为材料熔点的80%~90%;温度分布受搅拌针旋转速度和焊接速度影响,峰值温度随着搅拌针旋转速度的增加而上升,随着焊接速度的增加而下降;搅拌针旋转速度的增加还会降低焊核区的黏度,增强材料的流动性能。
搅拌摩擦焊在异种金属材料对接焊上表现出很大的优势,通过试验不断优化工艺参数,可以获得无明显缺陷的对接接头,接头的力学性能也明显优于传统熔焊,而且接头的残余应力水平也较低。目前异种金属搅拌摩擦焊的工艺参数主要是依靠前期大量的试验及技术人员的经验确定,效率较低。研究人员通过构建数学模型,就能通过计算机进行模拟试验。数值模拟技术可以实现对异种金属搅拌摩擦焊过程的应力场、温度场和材料流场的模拟[35]。同时数值模拟技术还可以用在异种金属搅拌摩擦焊对接接头的动态力学性能,裂纹形成和扩展机理,摩擦磨损行为等方面,对提高接头质量有着巨大的帮助。
但是,在异种金属材料搅拌摩擦焊数值模拟方面的研究比较少,还存在很多不足之处。诸如在数值模拟方法、材料本构模型、热源模型和边界摩擦模型构建等方面,由于异种金属材料物理化学性质的不同,搅拌摩擦焊接过程中异种材料塑化程度不同,搅拌区域的混合情况复杂,在模型建立时考虑的问题要比同种材料时更多。现在关于异种金属搅拌摩擦焊的数值模拟研究中,大多都是采用计算流体力学(CFD)和计算固体力学(CSM),而这2种模拟方法都不能完全模拟真实的搅拌摩擦焊接过程。在热源模型的建立中也大多只考虑轴肩摩擦生热和搅拌针摩擦生热,简化的热源模型使得模拟结果误差较大。希望有更多的研究人员提出更加完善的模型,使得搅拌摩擦焊数值模拟技术更加成熟可靠,从而使得搅拌摩擦焊技术能在工业上获得更大的推广使用。
参考文献:
[1] 邢丽,柯黎明,黄春平. 铝合金与钢的搅拌摩擦焊焊缝成形及接头性能[J]. 焊接学报,2007,28( 1) : 29.
[2] THOMAS W M,NICHOLAS E D. Friction stir welding for thetransportation industries[J]. Materals & Design,1997,18( 4 /5 /6) :269.
[3] 栾国红. 搅拌摩擦焊技术在轨道列车制造中的应用[J]. 焊接,2015 ( 1) : 7.
[4] 郁炎,张建欣,李士凯. 国内外异种材料搅拌摩擦焊的研究现状及发展趋势[J]. 兵器材料科学与工程,2013,36( 6) : 109.
[5] PRIME M B,GNAUPEL-HEROLD T,BAUMANN J A,et al.Residual stress measurements in a thick,dissimilar aluminum alloyfriction stir weld[J]. Acta Materialia,2006,54( 15) : 4021.
[6] 王斌,朱加祥,周翠,等. 5052 与6061 异种铝合金搅拌摩擦焊接头的组织和力学性能[J]. 金属热处理,2015,40( 1) : 59.
[7] 孙甲尧. A356-T6 /6061-T6 异种铝合金搅拌摩擦焊的工艺研究[J]. 宇航材料工艺,2017,47( 2) : 66.
[8] DA SILVA A A M,ARRUTI E,JANEIRO G,et al. Material flow andmechanical behaviour of dissimilar AA2024-T3 and AA7075-T6aluminium alloys friction stir welds[J]. Materials & Design,2011,32( 4) : 2021 - 2027.
[9] RAMACHANDRAN K K,MURUGAN N,KUMAR S S. Influence oftool traverse speed on the characteristics of dissimilar friction stirwelded aluminium alloy, AA5052 and HSLA steel joints [J].Archives of Civil and Mechanical Engineering,2015,15 ( 4) : 822 -830.
[10] COELHO R S,KOSTKA A,DOS SANTOS J F,et al. Friction-stirdissimilar welding of aluminium alloy to high strength steels:mechanical properties and their relation to microstructure [J].Materials Science & Engineering A,2012,556: 175 - 183.
[11] DEHGHANI M,AKBARIMOUSAVI S A A,AMADEH A. Effects ofwelding parameters and tool geometry on properties of 3003-H18aluminum alloy to mild steel friction stir weld[J]. Transactions ofNonferrous Metals Society of China,2013,23( 7) : 1957 - 1965.
[12] MCLEAN A A,POWELL G L F,BROWN I H,et al. Friction stirwelding of magnesium alloy AZ31 B to aluminium alloy 5083 [J].Science & Technology of Welding and Joining,2003,8 ( 6) : 462 -464.
[13] 宋波,左敦稳,邓永芳. Mg /Al 异种材料搅拌摩擦连接金属材料流动研究[J]. 材料导报,2016,30( 14) : 15 - 18.
[14] FU Banglong,QIN Guoliang,LI Fei,et al. Friction stir weldingprocess of dissimilar metals of 6061-T6 aluminum alloy to AZ31Bmagnesium alloy[J]. Journal of Materials Processing Technology,2015,218: 38 - 47.
[15] LIU Zhenlei,JI Shude,MENG Xiangchen. Joining of magnesium andaluminum alloys via ultrasonic assisted friction stir welding at lowtemperature[J]. International Journal of Advanced ManufacturingTechnology,2018,97( 9 /10 /11 /12) : 4127 - 4136.
[16] SINHA V C,KUNDU S,CHATTERJEE S. Microstructure andmechanical properties of similar and dissimilar joints of aluminiumalloy and pure copper by friction stir welding [J]. Perspectives inScience,2016,8: 546.
[17] TAN C W,JIANG Z G,LI L Q,et al. Microstructural evolution andmechanical properties of dissimilar Al-Cu joints produced by frictionstir welding[J]. Materials & Design,2013,51( 5) : 466.
[18] LIU Peng,SHI Qingyu,WANG Wei,et al. Microstructure and XRDanalysis of FSW joints for copper T2 /aluminium 5A06 dissimilarmaterials[J]. Materials Letters,2008,62( 25) : 4107.
[19] GALVAO I,OLIVEIRA J C,LOUREIRO A,et al. Formation anddistribution of brittle structures in friction stir welding of aluminiumand copper: influence of process parameters [J]. Science &Technology of Welding & Joining,2011,16( 8) : 681.
[20] GALVAO I,OLIVEIRA J C,LOUREIRO A,et al. Formation anddistribution of brittle structures in friction stir welding of aluminiumand copper: influence of shoulder geometry[J]. Intermetallics,2012,22: 122.
[21] SAHU P K,PAL S,PAL S K,et al. Influence of plate position,tooloffset and tool rotational speed on mechanical properties andmicrostructures of dissimilar Al /Cu friction stir welding joints[J].Journal of Materials Processing Technology,2016,235: 55 - 67.
[22] MUTHU M F X,JAYABALAN V. Effect of pin profile and processparameters on microstructure and mechanical properties of friction stirwelded Al-Cu joints[J]. Transactions of Nonferrous Metals Society ofChina,2016,26( 4) : 984 - 993.
[23] BISADI H,TAVAKOLI A,SANGSARAKI M T,et al. The influencesof rotational and welding speeds on microstructures and mechanicalproperties of friction stir welded Al5083 and commercially purecopper sheets lap joints[J]. Materials & Design,2013,43: 88.
[24] PISHEVAR M R,MOHANDESI J A,OMIDVAR H,et al. Influencesof friction stir welding parameters on microstructural and mechanicalproperties of AA5456 ( AlMg5 ) at different lap joint thicknesses[J]. Journal of Materials Engineering and Performance,2015,24( 10) : 3844.
[25] CHEN Yu,DING Hua,LI Jizhong,et al. Effect of welding heat inputand post-welded heat treatment on hardness of stir zone for frictionstir-welded 2024-T3 aluminum alloy[J]. Transactions of NonferrousMetals Society of China,2015,25 ( 8) : 2532.
[26] ARGESI F B,SHAMSIPUR A,MIRSALEHI S E. Dissimilar joiningof pure copper to aluminum alloy via friction stir welding[J]. ActaMetallurgica Sinica ( English Letters) ,2018,31( 11) : 1195.
[27] MUTHU M F X,JAYABALAN V. Effect of pin profile and processparameters on microstructure and mechanical properties of friction stirwelded Al-Cu joints[J]. Transactions of Nonferrous Metals Societyof China,2016,26( 4) : 984 - 993.
[28] AONUMA M,NAKATA K. Dissimilar metal joining of 2024 and7075 aluminium alloys to titanium alloys by friction stir welding[J].Materials Transactions,2011,52( 5) : 948 - 952.
[29] 陈玉华,董春林,倪泉,等. 钛合金/铝合金搅拌摩擦焊接头的显微组织[J]. 中国有色金属学报,2010,20( 增刊1) : 214.
[30] DRESSLER U,BIALLAS G,MERCADO U A. Friction stir weldingof titanium alloy TiAl6 V4 to aluminium alloy AA2 024 - T3 [J] .Materials Science and Engineering A,2009,526( 1 /2) : 115.
[31] 张振华. 钛合金与铝合金复合接头的搅拌摩擦焊[J]. 焊接学报,2016,37( 5) : 29.
[32] 江旭东,黄俊,周琦,等. 铝-铜异种材料对接搅拌摩擦焊温度场数值模拟[J]. 焊接学报,2018,39( 3) : 20.
[33] KISHORE V R,ARUN J,PADMANABHAN R,et al. Parametricstudies of dissimilar friction stir welding using computational fluiddynamics simulation [J]. International Journal of AdvancedManufacturing Technology,2015,80( 1 /2 /3 /4) : 91 - 98.
[34] PADMANABAN R,KISHORE V R,BALUSAMY V. Numericalsimulation of temperature distribution and material flow duringfriction stir welding of dissimilar aluminum alloys[J]. ProcediaEngineering,2014,97: 854 - 863.
[35] 沈洋,何晓梅,吕爽,等. 搅拌摩擦焊数值模拟的现状[J]. 材料导报,2007,21: 223 - 225.
亲,如果您对等离子清洗机感兴趣或者想了解更多详细信息,欢迎点击普乐斯的在线客服进行咨询,或者直接拨打全国统一服务热线400-816-9009,普乐斯恭候您的来电!

来源:期刊—轻工机械
作者:殷凯,曹丽杰,王楠楠
(上海工程技术大学机械与汽车工程学院)
普乐斯推荐





行业资讯
- 大型真空等离子清洗机对汽车内饰件清洗效果如何
- 昆山普乐斯以等离子表面处理技术领衔 赴会Medtec China 2025
- 美成熟制程芯片低价冲击国内市场 商务部:将依法启动调查
- 医疗导管等离子蚀刻机介绍
- 昆山普乐斯通过高新技术企业重新认定
- 我国新能源汽车销量蝉联全球第一,新能源汽车促进等离子清洗机表面处理事业发展!
- 苹果发布两颗芯片:M2 Pro 和 M2 Max,等离子清洗机能够应用在上面吗?
- 2022年硬盘出货量:大幅下跌,接近腰斩,这对等离子清洗机有什么样影响呢?
- 博世在苏州投资建立新能源汽车核心部件及自动驾驶研发制造基地,促进等离子清洗机行业发展!
- 2022年汽车销量2686.4万,新能源市场占有率达到25.6%,等离子清洗机的能够带来什么变化?
 苏公网安备 32058302002178号
苏公网安备 32058302002178号
